














The Pultrusion Process
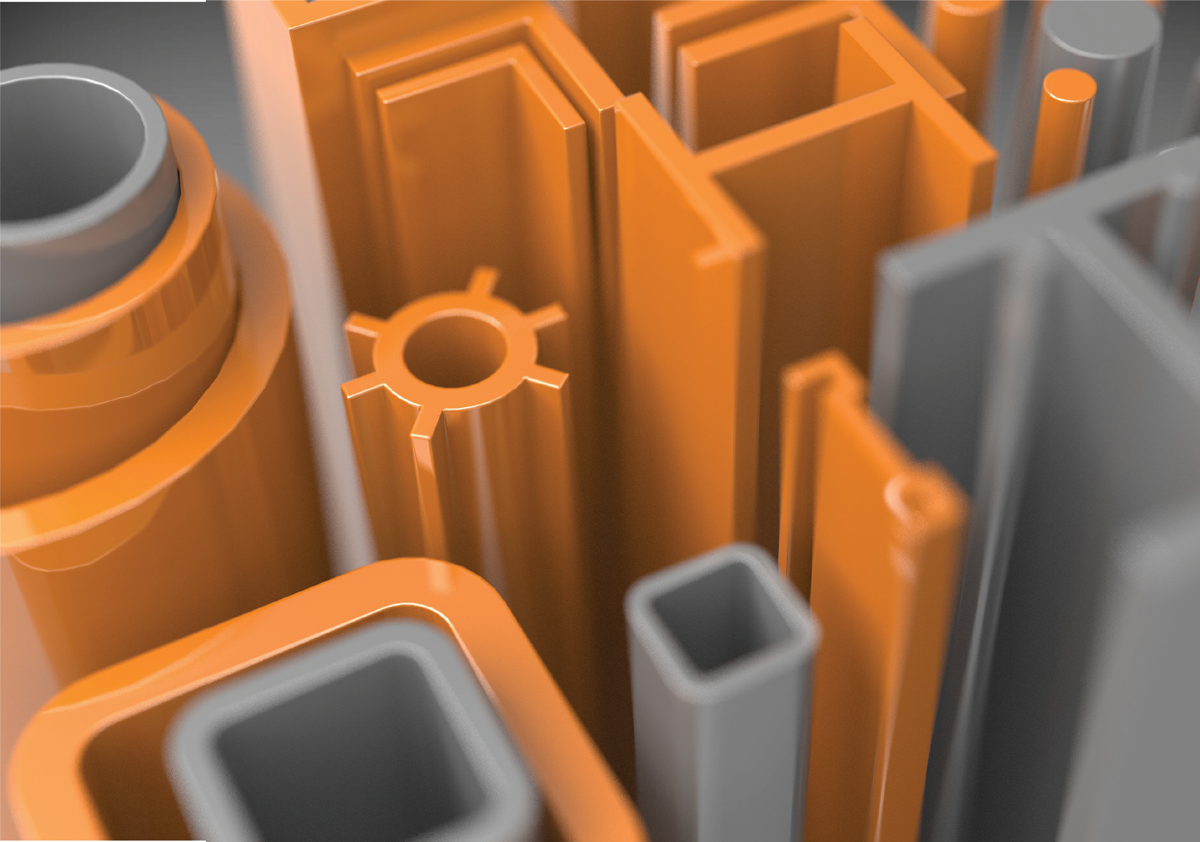
Pultrusion is a continuous manufacturing process for producing constant cross-section fibre-reinforced polymer (FRP) profiles. The process produces structural shapes including beams, channels, cable ladders, gratings, handrails, and rods with consistent quality and high fibre content.
Continuous fibre reinforcements are combined with a thermosetting resin and pulled through alignment guides into a heated die where the profile is cured under precise temperature control. The result is a dimensionally accurate, lightweight composite profile that is corrosion-resistant and requires minimal maintenance throughout its service life.
Key Advantages
High strength-to-weight ratio
Corrosion and chemical resistance
Electrical insulation
UV-resistant and fire-retardant options
Low maintenance and long life
Dimensional accuracy
Applications
Infrastructure
Oil & Gas / Industrial
Electrical & MEP
Water & Wastewater
Marine / Transportation
Material Matrix
| Type | Resin | Fibre | Applications | Key Property |
|---|---|---|---|---|
| Standard FRP | Polyester | Glass | General structures | Economic, corrosion resistant |
| High-Performance | Vinyl Ester | Glass / Carbon | Chemical exposure | Superior chemical resistance |
| Premium | Epoxy | Carbon | High strength | Fatigue resistance, adhesion |
| Fire-Safe | Phenolic | Glass | Rail / Marine | Low smoke, flame retardant |
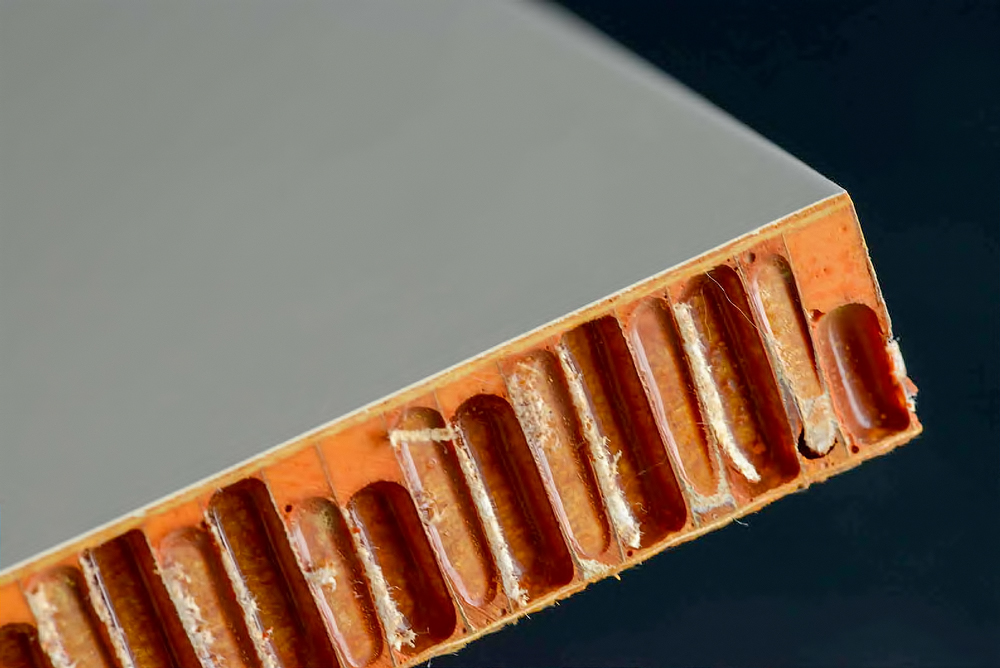
Reinforcement Architecture
The performance of a pultruded profile depends on the reinforcement architecture -- the arrangement of fibres through the cross-section. Common reinforcement types include:
- Unidirectional / Direct Rovings: Provide longitudinal strength along the pull direction
- Chopped Strand / Woven Mats: Add transverse support and improve surface finish
- Biaxial / Triaxial Fabrics: Handle multi-directional loads in complex profiles
- Surface Veils: Provide corrosion protection and cosmetic surface quality
- Fibre Volume: Typically 45-70%, with higher fractions yielding greater mechanical properties
Design Guidelines
- Prefer constant cross-sections with smooth radii (2-3 mm minimum)
- Align fibres along primary load paths for maximum efficiency
- Use mats or stitched fabrics to provide transverse strength
- Avoid abrupt thickness changes; keep tapers to 10 degrees or less
- Check deflection limits: span/200 is typical for most applications
- Consider the service environment -- UV exposure, fire requirements, chemical contact
Manufacturing & QA Controls
- Resin viscosity and gel-time monitoring
- Die temperature profile control
- Pull speed and tension monitoring
- Fibre placement and wet-out verification
- Hardness and glass content tests
- Dimensional checks, mechanical testing
Future Trends
- High-speed pultrusion with in-die injection for faster cycle times
- Hybrid FRP-metal composites combining the best of both materials
- Fire-safe phenolic and vinyl ester developments for transport
- IoT-based process monitoring and real-time quality control
- Large-profile beams for infrastructure and bridge applications