














Mechanical Properties
FRP composites are anisotropic materials, meaning that their properties vary as a function of direction. The mechanical properties and stiffness are dependent on composite design parameters such as reinforcement orientation and volume, as well as the thickness and number of layers of reinforcement.
This engineering versatility allows the designer to optimise performance based directly on the structural requirements. Reinforcements can be provided in only the required direction, and in each such direction the type and amount of reinforcement can be varied as per the stress and stiffness requirements in that direction.
The primary FRP composite mechanical properties reviewed within an initial structural design include, but are not limited to, strength and modulus in tension, shear and compression, in each of X, Y, Z directions. For thin laminates under bending conditions, flexural strength and modulus are also examined.
Limit-State Design
Two limit-state conditions are considered in FRP structural design. Strength design ensures that applied loads do not exceed the allowable strength of the material. Serviceability design addresses durability, vibration and crack-control limits to ensure long-term performance. The EUROCOMP code provides a comprehensive framework for both conditions.
Design Variables
Mechanical properties are governed by: material type (Glass, Kevlar, Carbon fibre), form of reinforcements (chopped, woven, unidirectional, multi-directional stitched), quantity (aerial density in g/m²), and their combination with different matrix resins (Polyester, Vinyl Ester, Epoxy, Phenolic).
Flexural Loads
In many structural applications, FRP components are subject to flexural loads. The ability to resist bending is a function of both the material properties and the cross-sectional geometry. By positioning high-strength fibres at the outer faces of a laminate, flexural performance can be dramatically improved with minimal weight increase.
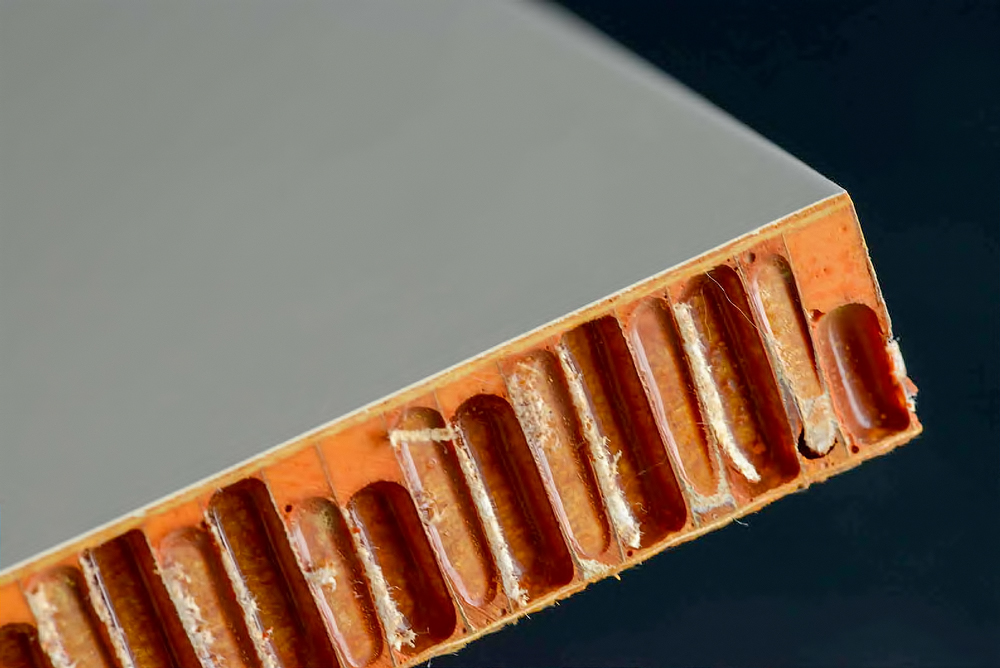
Sandwich Core Composites
Sandwich core composites utilise a lightweight core material bonded between two FRP face sheets. This configuration provides exceptional stiffness-to-weight ratio, as the core separates the face sheets and carries shear loads while the skins handle tension and compression. A modest increase in overall thickness can yield dramatic improvements in flexural rigidity.
Shear Stresses
Shear stresses are critical in FRP design, particularly at interfaces between layers and around connections. Interlaminar shear strength is determined by the matrix resin and fibre-matrix bond, while in-plane shear is influenced by fibre orientation. Careful attention to shear performance is essential in joints, core interfaces and areas of load transfer.
Compression and Buckling
Compressive strength in FRP laminates is typically lower than tensile strength, as fibres can micro-buckle under compression. Panel buckling is a key design consideration for thin-walled FRP structures. Core materials and stiffening ribs are commonly used to increase buckling resistance without significant weight penalty.
Modulus of Elasticity
The modulus of elasticity of standard glass-FRP is typically lower than that of steel, meaning FRP structures may deflect more under equivalent loading. However, this can be offset by increasing section depth or using carbon fibre reinforcements. Carbon-FRP can match or exceed the stiffness of steel at a fraction of the weight, making it ideal for stiffness-critical applications.
Physical Properties
Fibre Volume Fraction
Fibre Volume Fraction (Vf) is the proportion of fibre reinforcement by volume within a composite laminate, while Fibre Weight Fraction (Wf) expresses this as a proportion by weight. Vf is a critical parameter in engineering FRP products, as it directly influences mechanical properties including strength, stiffness and fatigue performance. Higher Vf generally yields superior structural performance, though manufacturing process constraints set practical limits.
Density
Typical FRP laminate densities range from 1300 to 2000 kg/m³, depending on fibre type, resin system and fibre volume fraction. This is significantly lower than steel (7800 kg/m³) or aluminium (2700 kg/m³). Sandwich laminates incorporating lightweight core materials can achieve even lower overall densities, enabling further weight savings in structural applications.
Shrinkage
Both thermosetting and thermoplastic resins shrink during the curing or solidification process. This shrinkage can cause dimensional changes in the finished part, internal stresses and surface defects. The magnitude of shrinkage depends on the resin system, cure schedule and filler content. Mould and tooling design must account for these dimensional changes to achieve the required part tolerances. Low-profile additives and fillers can be used to reduce shrinkage in thermosetting systems.
Coefficient of Thermal Expansion
The Coefficient of Thermal Expansion (CTE) describes how the dimensions of an FRP material change with temperature. A typical CTE value for chopped strand or woven glass-FRP at 35% glass content is approximately 10-11 × 10-6 mm/mm per °C. Carbon-FRP differs substantially, with CTE values that can be near zero or even negative in the fibre direction, making it valuable in applications requiring dimensional stability across a range of temperatures.
Thermal Conductivity
E-glass FRP laminates exhibit thermal conductivity values of 0.3 to 0.7 Watts/m·K, which is significantly lower than metals such as steel (50 W/m·K) or aluminium (205 W/m·K). Foam core sandwich panels achieve even lower values, typically around 0.035 Watts/m·K, providing excellent thermal insulation. This makes FRP composites well suited for applications where thermal bridging must be minimised.
Bonding
Effective bonding of FRP components requires careful attention to adherent surface chemistry and preparation. Surface treatments such as abrasion, solvent cleaning and the application of coupling agents improve adhesion. Adhesive methods include structural epoxies, methacrylates and polyurethanes, each selected based on the substrate materials, service environment and loading conditions. The Lap Shear Test is the standard method for evaluating adhesive bond strength in FRP assemblies.
Performance Characteristics
Fire
FRP composites can be formulated to be flame retardant and self-extinguishing with low smoke emission. This is achieved through the selection of appropriate resin systems (such as phenolic or brominated resins), the addition of fire retardant fillers, and the use of intumescent coatings or gelcoats. BFG products are tested and certified to a range of international fire standards including BS 6853, EN 13501, ASTM E 84, ASTM E 119, NFPA 285, NFF 16101, EN 45545 and DIN 5510, meeting the stringent requirements of the rail, building and infrastructure sectors.
Temperature
The thermal performance of FRP composites is primarily determined by the polymer matrix. The glass transition temperature (Tg) defines the point at which the resin transitions from a rigid to a rubbery state, and is a key parameter in specifying operating temperature limits. High-performance resin systems can achieve a Heat Distortion Temperature (HDT) exceeding 260°C. Depending on the resin system selected, operating temperature ranges of 90°C to 400°C can be accommodated, enabling FRP use in demanding high-temperature environments.
Appearance & Interior Properties
Acoustics
FRP composites provide good vibration damping characteristics. Sandwich-core laminates in particular offer excellent acoustic properties, reducing both airborne and structure-borne noise transmission. Sound absorption can be further enhanced through the use of perforated surfaces, allowing acoustic energy to be dissipated within the core material. These properties make FRP an effective choice for interior panels in rail vehicles, buildings and enclosures where noise control is important.
Electrical Insulation
Glass-FRP is an excellent electrical insulator and is transparent to electromagnetic fields, making it suitable for radar domes, antenna housings and telecommunications enclosures. Where electromagnetic interference (EMI) shielding is required, conductive fillers or metallic meshes can be incorporated into the laminate to provide effective screening while retaining the weight and corrosion advantages of FRP construction.
Finishes
FRP surfaces are typically finished with a gelcoat that provides a smooth, durable and aesthetically appealing exterior. A wide range of colours is available including metallic, translucent, fluorescent, pearl and dual-colour effects. BFG operates spray booth facilities capable of producing Class A automotive-grade finishes to meet the most demanding visual requirements.
Texture and Colour
Surface textures can be varied extensively, from sandblasted and aggregate finishes to flat, semi-gloss and high-gloss surfaces. Advanced moulding and finishing techniques allow FRP to convincingly simulate stone, wood, chrome and other materials, enabling architects and designers to achieve their desired aesthetic without the weight, cost or maintenance penalties of traditional materials.
Size and Shape
There is no inherent technical limit to the size and shape of FRP mouldings. Complex three-dimensional geometries, large panel areas and integrated features can all be achieved in a single moulding. The practical constraints are typically transportation and installation logistics rather than manufacturing capability, though very large components can be produced in sections and assembled on site.